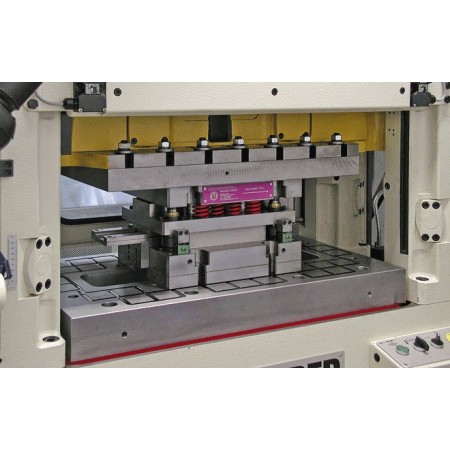
Wedge Clamps for Tapered Clamping Edge with Form-fit Safety...
HILMA WZ2.2404 Wedge Clamps for Tapered Clamping Edge double acting, max. clamping force 50 to 400 kN, with form-fit safety step and position monitoring
- Max. clamping force: 25 .. 630 kN
- Adm. retaining force: 35 .. 820 kN
- Cylinder diameter: 25 .. 125 mm
- Clamping stroke: 20 .. 40 mm
- Max. temperature: 160/100 °C (300 °C on request)